アルミへのめっきについてのQ&A記事一覧
- 素材
アルミへのめっきについてのQ&A記事をまとめました
『アルミへのめっき』のPDF資料をご用意しています
下記ページよりダウンロードして課題解決にご活用ください。
このページの目次
紹介しているアルミへのめっき記事の一覧です。皆様の課題解決にご活用ください。
- アルミニウムへめっきはできる?
- アルミニウムに硬質クロムを直接めっきすることはできる?
- めっきされたアルミ素材製品のめっきだけを除去することはできますか?
- アルミニウム材料の前処理での板厚減少
- サン工業が保有するアルミ製品への量産向けめっき自動ライン
- めっきザラの原因と対策(デスマット)特にアルミニウム
- その他のアルミへのめっき加工記事
- アルミへのめっきのサンプル・試作についてお気軽にご相談ください
アルミニウムへめっきはできる?
めっきと言えば、鉄や真鍮などに行うのが一般的ですが、最近は、いろいろな素材にめっきするという要望が増えてきています。なかでも、アルミニウムは、重量で鉄の約1/3と軽量でありながら、銅やマグネシウムなどの金属を添加することで、強度を上げることが可能です
詳しくは下記をご覧ください。
アルミニウムに硬質クロムを直接めっきすることはできる?
最近になって、「アルミニウム素材にニッケルなどの下地めっきを行わずに硬質クロムをつけたい」というご要望を多く聞くようになりました。では、アルミニウムに直接めっきする方法を現場で開発しよう、ということで、いろいろと実験した結果、出来ました!
詳しくは下記をご覧ください。
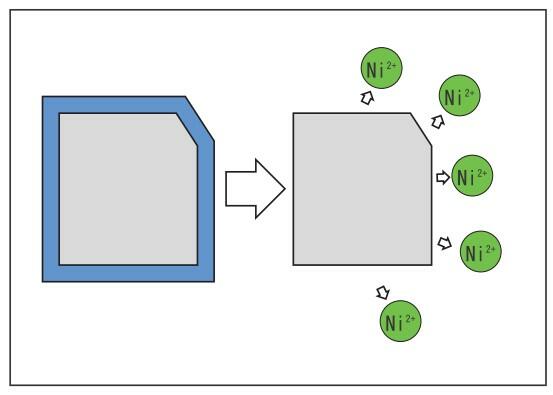
めっきされたアルミ素材製品のめっきだけを除去することはできますか?
従来は、熱硫酸によって剥離する方法が用いられていましたが、どうしても素材が荒れてしまいます。そこで、サン工業では、特殊な装置を用いてクロムだけを除去する方法を開発してめっきの除去を行います。素地荒れが皆無にはなりませんが、従来の熱硫酸に比べてかなり良好な外観で再めっきすることができるようになりました。
詳しくは下記をご覧ください。
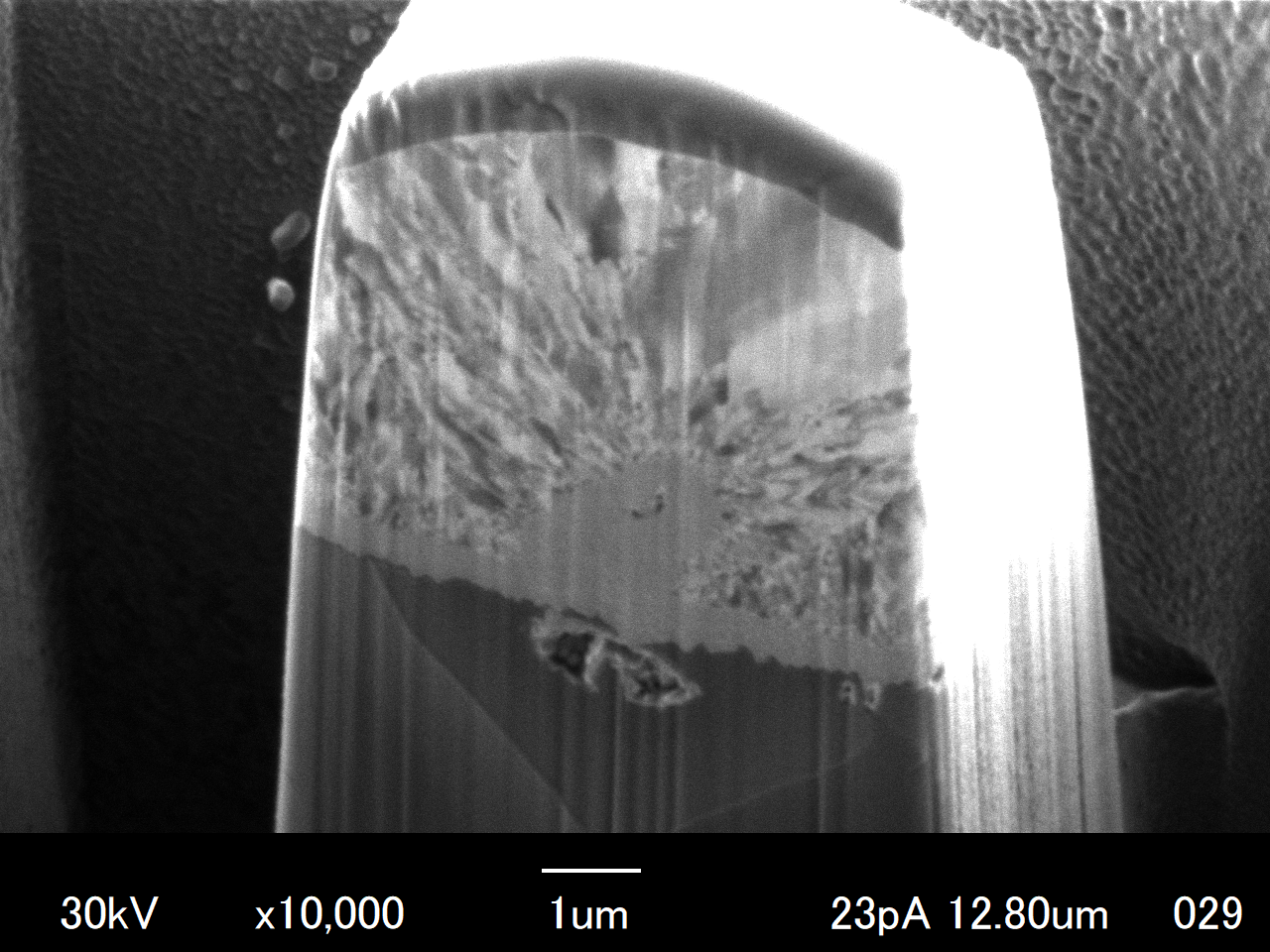
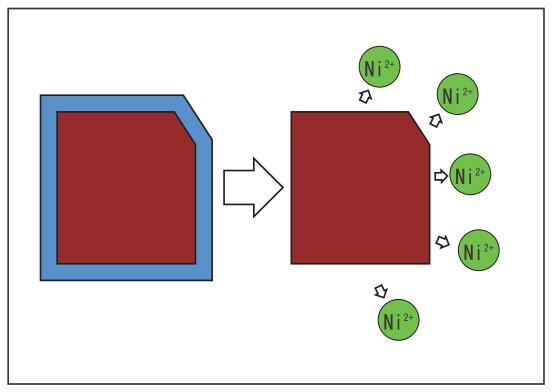
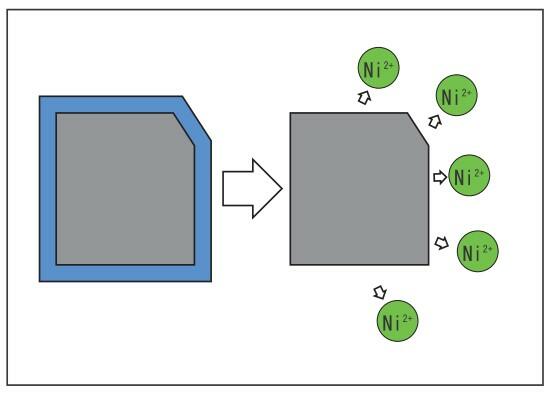
アルミニウム材料の前処理での板厚減少
無電解ニッケルめっきは、製品の表面や穴内部なども均一な膜厚で処理できることで、寸法の厳しい製品(穴寸法だとはめ合い公差のあるような製品)の処理に向いています。しかし、特にアルミニウムの場合には、前工程で酸化皮膜除去の目的で行われる「エッチング」工程で、素材が大きく溶解してしまい、製品自体の寸法が変化してしまいます。
詳しくは下記をご覧ください。
サン工業が保有するアルミ製品への量産向けめっき自動ライン
対応処理
- 無電解ニッケルめっき
- 低リン無電解ニッケルめっき
- 半光沢ニッケルめっき
- PTFE 複合無電解ニッケルめっき
対応サイズ
- 800x350x800H
対応素材
- 各種アルミ加工品
- アルミダイカスト
- アルミ鋳物 など
詳しくは下記をご覧ください。
めっきザラの原因と対策(デスマット)特にアルミニウム
めっきの不具合の一つに「ザラ」と呼ばれるものがあります。めっきの前処理工程には、この「ザラ」の原因のひとつである「スマット」を除去する工程を何種類か組み込んであり、発生を未然に防止しています。
特にアルミニウムの場合には下記のように素材によって発生するスマット成分が異なるため、複数のスマット除去工程(これをデスマット工程と呼びます)が必要になります。
詳しくは下記をご覧ください。
その他のアルミへのめっき加工記事もご覧ください
アルミの表面処理コンテンツ
- アルミニウムの三価化成処理(アロジン代替)
- 無電解ニッケルめっき
- PTFE複合無電解ニッケルめっき(低含有)
- 硬質クロムめっき
- 黒色無電解ニッケルめっき
- 硬質アルマイト(陽極酸化処理)
- 【期間限定】潤滑アルマイト処理の試作、量産を受け付けています!
アルミへのめっき技術コンテンツ
- アルミニウムにダイレクトで亜鉛ニッケル合金めっき(ハイニッケル)
- 環境対応型アルミニウム化成処理
- アルミ材凹部へのクロムめっき付きまわり改善
- アルミダイカストにダイレクト黒色クロムした時の外観を均一にしたい
- 「アルミの表面硬度を硬くしたい」に応える硬質クロムめっき
アルミへのめっきのサンプル・試作についてお気軽にご相談ください。
サン工業ではサンプルめっきのご相談をお受けしております。
めっきの開発案件、改善案件など、お客様の課題解決にお役立てください。
*内容によってはお受けできないものもございます。要ご相談にてお願いいたします