硬質クロムめっきの基礎知識
- 用語解説
硬質クロムめっきは、古くから実用化されているめっきで多くの特徴があります。
このQ&Aでは硬質クロムめっきについて、あまり知られていないような種類や仕組み、処理方法などをまとめました。
当コンテンツの内容
下記の内容を掲載しています。
- 硬質クロムめっきとは
- 硬質クロムめっきの分類
- 硬質クロムめっきの特徴
- サン工業が対応する硬質クロムめっきの種類
- クロムめっきの難しさ
- 六価クロムについて
- 硬質クロムめっきのメリットとデメリット
- サン工業の硬質クロムめっきの特徴
- 硬質クロムめっきの処理品目例・用途
- 硬質クロムめっきのサンプル・試作
硬質クロムめっきとは
硬質クロムめっきは、ビッカース硬さでHv1000(HRC68)近くの硬さを持ち、滑り性にも優れることから、耐摩耗性用途で自動車や船舶部品、産業用機械部品、搬送用ロール部品など、様々な分野で活躍しているめっき技術です。1920年代に現在のめっき液の基礎が開発されて以来、今日まで様々な場所で活躍しているのが「硬質クロムめっき」です。
クロムめっきの分類
「装飾クロムめっき」と「硬質クロムめっき 」
世間に普及しているクロムめっきは大きく2つに分けられ、防食・装飾目的のため厚さ2μm未満で用いられる「装飾クロムめっき」と、耐摩耗性で用いられる厚さ2μm以上の「硬質クロムめっき 」です。この「装飾」と「硬質」の分けるのは皮膜の厚さであり、めっきを行う水溶液の基本成分はほとんど同じです。
クロムは非常に卑な金属であるため、めっき時に多量の水素を発生させながらめっきされ、その際に水素を吸蔵することにより硬くなると言われています。
硬さはメリットである一方、皮膜の靭 性が低下します。このため、厚くつけることで内部の応力に耐えられなくなっためっき皮膜に大きな亀裂 (ヒビ割れ・クラック)が生じてしまいます。
めっきを厚くつけた硬質クロムめっきから防食の機能が無くなってしまうのは、この亀裂から素材や下地のめっきの腐食が進んでしまうことが大きな理由です。
硬質クロムめっきの特徴
酸化被膜による滑り性・離型性
金属クロムは瞬時に表面が酸化して不働態化する特性をもっており、硬さ以外にもその酸化被膜の効果により滑り性にも優れます。また、その酸化被膜の効果で離型性も他のめっきより良好であるため、様々な型にも用いられています。
厚めっき性能
硬質クロムめっき自体には光沢性能はないものの、素材の形状に沿ってめっき皮膜が成長するため、100μm程度まで厚くめっきすることも可能です。めっきを厚くすることには、部品に強く力がかかった際に、めっき皮膜超えて素材に力が貫通しないようにする効果があります。
亀裂(クラック)の保油性
めっき皮膜に生じた亀裂(クラック)は耐食性に対してデメリットである一方、その亀裂は油分を保持する効果があり、乾式環境下よりも潤滑油が存在する湿式環境下の方がより耐摩耗性を発揮します。また油分が亀裂に含侵されることで耐食性も向上する特徴もあります。
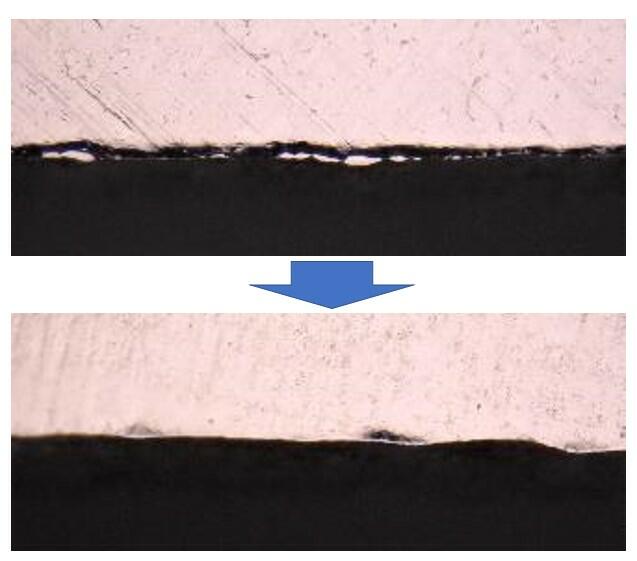
研磨加工によって性能アップ
硬質クロムめっきは、他のめっきとも比べて電気を流した際に実際にめっき析出に利用される割合が非常に低い特徴をもっており、めっき厚のバラつきを生じやすいめっきです。また、光沢剤を含まないめっき液であるため、めっきによって光沢を上げることはできません。
この厚さのバラつきと光沢性を解決するのが研磨加工になります。鏡面を出すバフ研磨や平滑性と同時に寸法も出すバーチカル研磨(弊社では使用していません)など、めっきと磨きをセットにして利用されることが多いです。また研磨によって亀裂を埋める効果もありますので耐食性も向上します。
サン工業が対応する硬質クロムめっきの種類
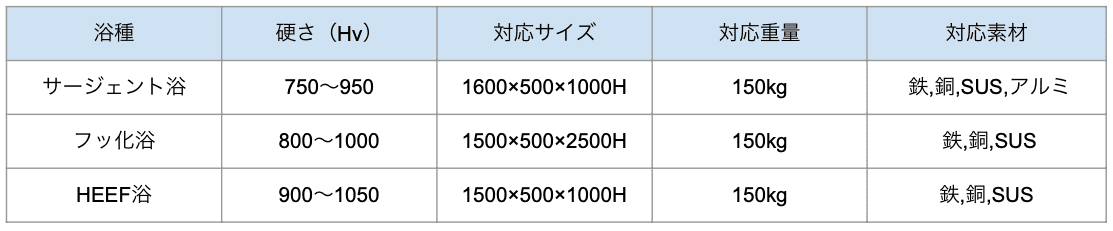
一般的な硬質クロムめっきは主に3種類のめっき浴の種類があり、それぞれ物性や用途が違っています。
- サージェント浴
一般的なめっき浴 - フッ化浴
サージェントよりも速度が速く、液の活性化能力が高いものの、その分素材を溶かしやすくマスキングが苦手 - HEEF浴
非常に効率が良いが管理が難しくコストが高い
種類が同じでも成分濃度や比率を変えることで特性が変わるため、サン工業では素材や用途によって下記の3種類を7つのめっき槽で行い、製品や用途で使い分けています。
硬さはサージェントよりもHEEFの方が硬いという一般的なデータがあるのですが、実際には電流密度(電気の強さ)による部分も大きいため、一概にどれが硬いということは言えません。
実際には試作を行いながらどのめっき液が最適かを検討する作業が必要になってきます。
①サージェント浴|硬質クロムめっき
もっとも基本的な硬質クロムめっきで、組成も無水クロム酸と硫酸しか入っていない硬質クロムめっき浴です。電流効率10%程度と低く、めっき速度も遅いため、1時間で20μm程度しかつけることができません。
しかし、部分めっきをする際など、めっきが付かない部分の腐食を抑えることができることから、いまだに一般的なめっきとなっています。
硫酸と無水クロム酸との比率を変化させることで、つきまわり性や硬さを変化させられることから、サン工業では2種類のサージェント浴を保有しています。
②フッ化浴(混合触媒浴)|硬質クロムめっき
基本組成としてのサージェント浴にケイ素を含んだフッ素化合物を微量に添加することで、つきまわり性やめっき速度を改善した硬質クロムめっき浴です。
光沢範囲も広い他、めっき液自身の活性力も強いため、密着性もよく、重ね付けにも向きます。
ただし、部分めっきの場合、めっきの付かない部分が腐食しやすいことから、銅、真鍮にはあまり向かないめっき浴です。
③HEEF(ヒーフ)浴(高効率浴)|硬質クロムめっき
HEEF(ヒーフ)浴(高効率浴)は基本組成としてのサージェント浴に特殊な添加剤を微量添加した浴で薬品メーカーの商標のめっき浴です。
一般にはHEEF25という薬品を用いますが、25というのは電流効率25%の意味です。通常のサージェントよりも1.5~2倍程度高速でめっきすることができます。皮膜の光沢感も高く、マイクロクラックが生成しやすいので「腐食しにくい」といった特徴があります。
クロムめっきの難しさ
現在では、ニッケルめっきや亜鉛めっきなど、多くの自動めっきラインが効率的に生産を行う時代ですが、なぜか硬質クロムめっきは、同一品種の大量生産向けラインの他は、汎用のめっきラインがあまり存在していません。クロムめっき特有のある難しさが関係しています。
① 液の管理が難しい
先ほど、めっき液は光沢剤を含まず、硫酸と無水クロム酸という簡単な組成だと説明しました。ところが、クロムめっきの浴には、三価クロムという重要な物質も含まれています。この三価クロムの管理が非常に厄介で、少ないとめっき速度が遅かったり、つきまわりが低下し、多すぎると外観不良になります。
めっきの場合、製品はー(マイナス、陰極)の電気を流してめっきをし、いわゆる対極には一般には鉛を用いて +(プラス、陽極)の電気を流します。
クロムめっきの仕組みを簡単にいうと、「めっき液中の六価クロムが製品近傍のマイナス極で還元されて三価クロムに替わり、その三価クロムが硫酸とめっき可能な三価クロム化合物に変化し、それが製品のマイナスの電気で金属にまで還元される」というものです。

めっき液のもともとの成分に含まれていないはずの三価クロムは、このように製品表面で生成し、めっき液中に2g/L程度の濃度で含まれるときに、めっきの付きまわりなど、性能が向上します。
ただ、めっき液中の六価クロムは製品表面で三価クロムになり(還元される)、また、生成した三価クロムは、陽極表面で六価クロムに戻り(酸化される)ますので、例えば、製品が多いときや表面積の大きいときは三価が増え、逆に製品が小さいときや陽極面積の大きいときには、六価クロムが増えます。
結果として、めっき速度や付きまわりに重要な影響を与える三価クロムは製品の大きさや投入量で常に変動してしまうため、多品種小ロットの自動生産には不向きなのです。
② めっき厚のばらつきが大きい
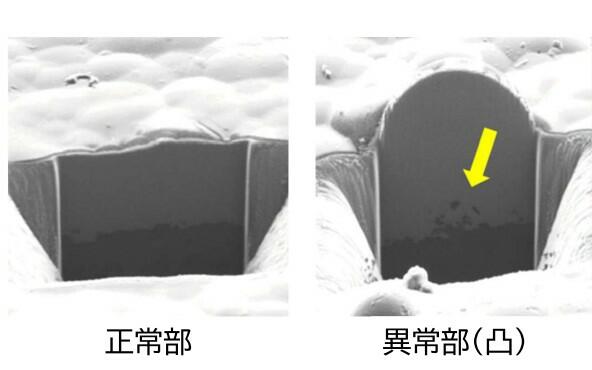
一般的な亜鉛めっきやニッケルめっきは、当然、電気の流れやすい角部はめっきが付きやすくめっき厚も厚くなります。しかし、クロムめっきの場合、この影響がどのめっきよりも大きく、
- めっきが付きやすいところは非常につきやすい
→ コゲやコブといわれるブツブツがエッジにできやすい - めっきが付きにくいところはめっきが付かない
→ L字曲げの凹みや内面にはめっきが析出しない
という現象が起きやすいです。
逆にクロムめっきは摺動部やローラー、リングやカッター刃のように寸法の厳しい製品が多いため、ばらつきが大きくなりやすいのに膜厚管理は厳しいという難しさがあるのです。
③ まとめ
以上のようなことから、液の成分が都度変化している中で、膜厚のばらつきを制御する必要があり、いまだに職人気質な職場が根強く残っているのです。
ですから、特に硬質クロムにおいては、めっきメーカーの規模の大小ではなく「経験豊富なめっき職人がいるかどうか」というのも大きな差別化の一つと考えています。
硬質クロムめっきのサンプル・試作についてお気軽にご相談ください
サン工業ではサンプルめっきのご相談をお受けしております。
めっきの開発案件、改善案件など、お客様の課題解決にお役立てください。
*内容によってはお受けできないものもございます。要ご相談にてお願いいたします
六価クロムについて
RoHS指令で有名な六価クロムですが、めっき液には有害な六価クロムを使用しているものの、めっき皮膜自体は0価の金属クロムであるため、適切に製品を洗浄しめっき液を残留させなければ製品に六価クロムが含まれることはありません。
しかしながら、六価クロムが有害であることには代わりありませんので、弊社では装飾クロムについては六価のめっき液だけでなく三価のめっき液の量産化を開始しており、硬質クロムめっきについても目下研究開発中となります。

硬質クロムめっきのメリットとデメリット
硬質クロムめっきのメリット
- 光沢のある外観(レベリングの効果はあまりない)
- 皮膜が硬く、Hv1000程度
- 耐摩耗性が非常に良好
- 厚付けが可能
硬質クロムめっきのデメリット
- めっき作業、治具に熟練を要する
- めっき厚のばらつきが大きい
- 大電流を要する
- めっき速度が電気めっきで最も遅い
- 有害な六価クロムが主成分の液組成(ただし、皮膜は金属クロム)
サン工業の硬質クロムめっきの特徴
① 豊富なめっき処理槽
他社にはない3つの処理液7つのめっき槽で用途や物性に応じた最適な硬質クロムめっきを提案します。
硬質クロムではないですが、黒色クロムも対応可能です。
② 液管理の徹底
クロム酸やフッ化物、硫酸など測定可能な主成分を自社にて分析管理しています。
③ 様々の素材に対応可能
一般的な鉄、銅や真鍮製品の他、ステンレス部品や焼き入れ材にもめっき可能で、アルミニウムや亜鉛ダイカストにもダイレクトで硬質クロムめっきが可能です。
④ 無電解ニッケル上の硬質クロム
いわゆる「カニクロ」にもサン工業では対応可能です。
⑤ 経験豊富なめっき熟練作業者と若手作業者の融合
経験や熟練を大切にしつつ、あたらしいモノづくりにもチャレンジしています!
硬質クロムめっきの処理品目例・用途
- ピストンロッド
- シリンダーライナー
- カッター
- 繊維機械
- 半導体製造装置
- リニアスライダー
- 釣り具
鉄や真鍮素材だけでなくアルミ素材にも硬質クロムめっきを行っています。現在、「硬質クロムめっきよりもさらに硬いめっき」技術も開発していますので、耐摩耗性でお困りの際はお気軽にお問い合わせください。
硬質クロムめっきのサンプル・試作についてお気軽にご相談ください
サン工業ではサンプルめっきのご相談をお受けしております。
めっきの開発案件、改善案件など、お客様の課題解決にお役立てください。
*内容によってはお受けできないものもございます。要ご相談にてお願いいたします
用語解説の記事を見る
-
 用語解説硬質クロムめっきの基礎知識
用語解説硬質クロムめっきの基礎知識 -
 用語解説めっき除去(めっき剥離)の方法は?
用語解説めっき除去(めっき剥離)の方法は? -
 用語解説サン工業のめっき処理一覧
用語解説サン工業のめっき処理一覧 -
 用語解説めっき技術記事のまとめ(約50記事分)のご案内
用語解説めっき技術記事のまとめ(約50記事分)のご案内 -
 用語解説めっきQ&Aのまとめ(約50記事分)のご案内
用語解説めっきQ&Aのまとめ(約50記事分)のご案内 -
 用語解説高耐食性 亜鉛ニッケル合金めっき
用語解説高耐食性 亜鉛ニッケル合金めっき -
 用語解説化学研磨や電解研磨で光沢やバリ取りができるのは?
用語解説化学研磨や電解研磨で光沢やバリ取りができるのは? -
 用語解説めっき前処理用語:「スマットとデスマット(Smut and Desmutting)」って何?
用語解説めっき前処理用語:「スマットとデスマット(Smut and Desmutting)」って何? -
 用語解説ユニクロメッキってどういうめっき?
用語解説ユニクロメッキってどういうめっき? -
 用語解説PFOAとめっきの関係って?
用語解説PFOAとめっきの関係って? -
 用語解説化学研磨ってなに?
用語解説化学研磨ってなに? -
 用語解説パッシベーションってなに?
用語解説パッシベーションってなに? -
 用語解説巣穴って何?
用語解説巣穴って何? -
 用語解説電解研磨ってなに?
用語解説電解研磨ってなに? -
 用語解説A967ってなに?
用語解説A967ってなに?

