化学研磨や電解研磨で光沢やバリ取りができるのは?
- 用語解説
ステンレス特有の表面処理として「電解研磨」や「化学研磨」があります。電解研磨は製品を陽極(+)にして電気を流すことで平滑化やバリ取りができますし、化学研磨はある組成の薬品に浸漬するだけで同様の効果を得ることができます。
今回のQ&Aでは、化学研磨や電解研磨の光沢がでる仕組みの概要を解説します。
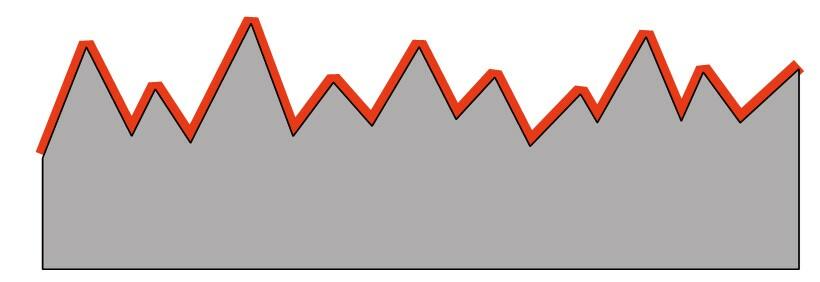
まず第一のポイントは「金属は酸化されると酸に溶けやすくなる」ということです。鉄の錆びなども、めっき前工程の塩酸でサビ取りを行いますが、サビよりも製品の方が溶けやすいと、大変なことになってしまいます。電解研磨は、製品を陽極にすることで、水の電気分解の作用で酸素が発生しますが、この酸素が素材表面を酸化させると考えると理解しやすくなります。また、化学研磨は、硝酸という酸化性の酸(相手を酸化させ、自身は還元される)が成分として入っていることで、ステンレスの表面を酸化させるのです。下図の凸凹表面の赤い線が酸化皮膜を模式的に表しています。
次のステップでは、この酸化皮膜を溶解させる必要があるので、電解研磨には硫酸、化学研磨には塩酸という成分が入ることで、酸化皮膜を溶解させていきます。ただ、そのまま溶解しただけでは表面粗さはもとのままであったり、余計に粗くなってしまうため、光沢を出しながら表面を溶かしていく仕組みが必要です。
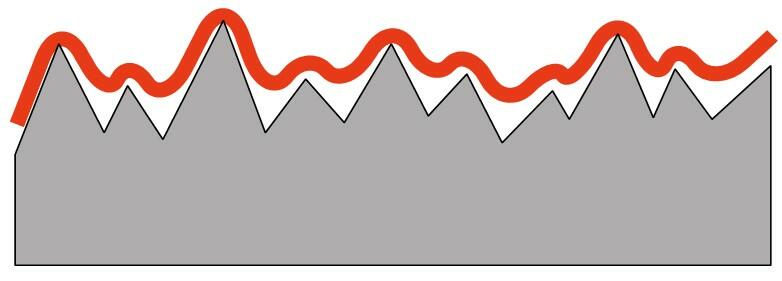
電解研磨の場合には成分として入っているリン酸という成分と溶解した金属が素材表面に粘性のある薄い皮膜を形成するといわれています。下の図の赤いうねりの線が表面に付着した粘性のある皮膜だとお考え下さい。そうるすと、素材の凸の部分は、皮膜が薄いことから硫酸による溶解の影響を受けやすく、凹部に比べて溶解が早く進みます。結果として、凸部分が優先的に溶解することで、平滑化が進みます。ただし、電解研磨の場合には、酸化皮膜が生成し、粘性皮膜の生成に必要なある一定以上の電圧をかける必要がありますので、その電圧以下の場合には、光沢はでず、白く梨地の外観になります(パイプ製品の電解研磨で内側が白くなる理由です)。
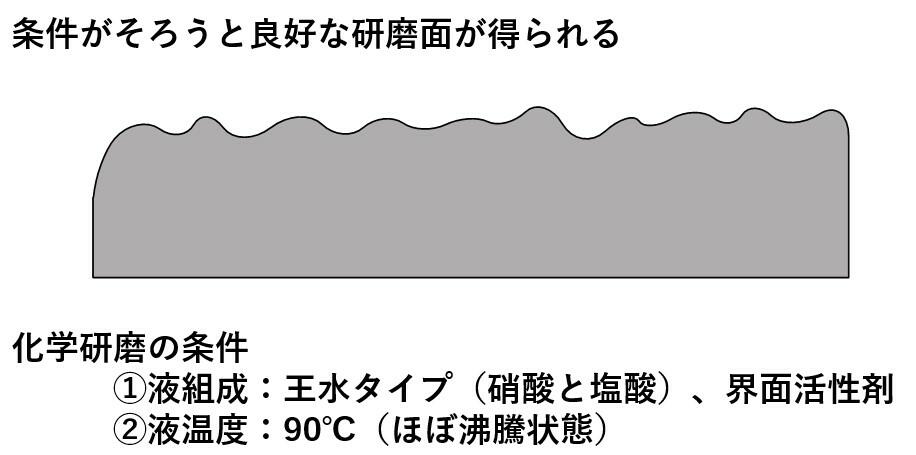
化学研磨の場合には、この役割を担うための油分が添加されており、油分と溶解した金属を90℃程度の高温にしておくことで、電解研磨と同様の皮膜が生成し、凸部が優先的に塩酸で溶解されていくことで平滑化が進みます。
現状、ニッケルがこのような平滑化に寄与する金属イオンと考えられていますので、鉄だけを電解研磨することやSUS410やSUS430のようにニッケルを含まないステンレスの電解研磨や化学研磨は非常に難しいのです。ただし、鉄の場合には、過酸化水素を主成分とした化学研磨材も実用化されていますので、SPCCなど炭素成分の低い鋼種については化学研磨が可能となっています。
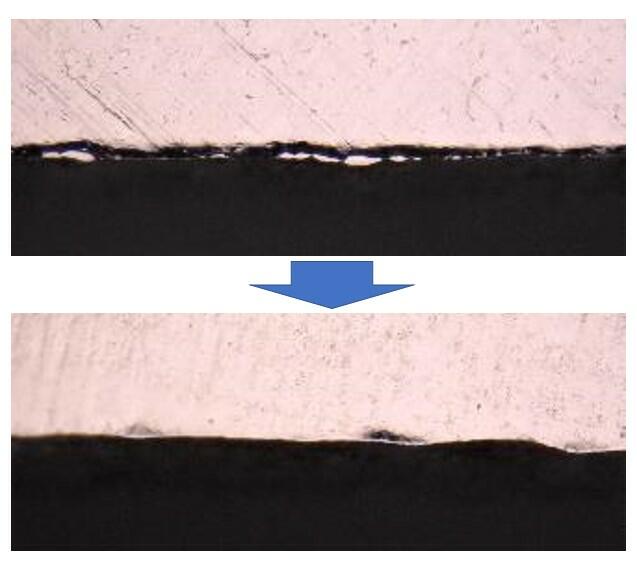
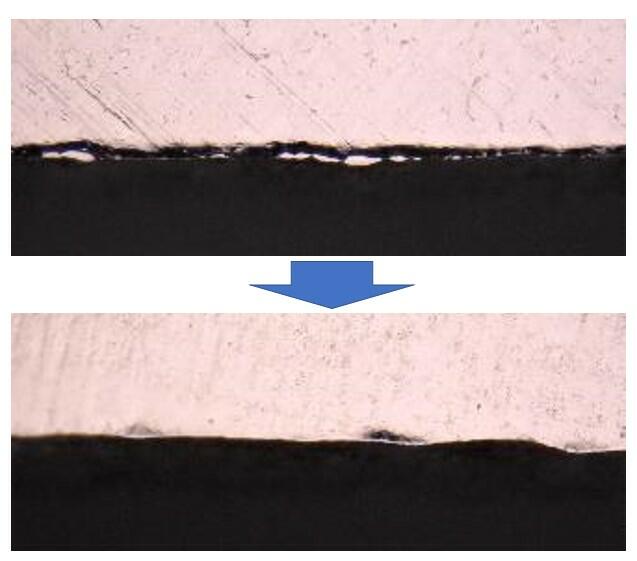
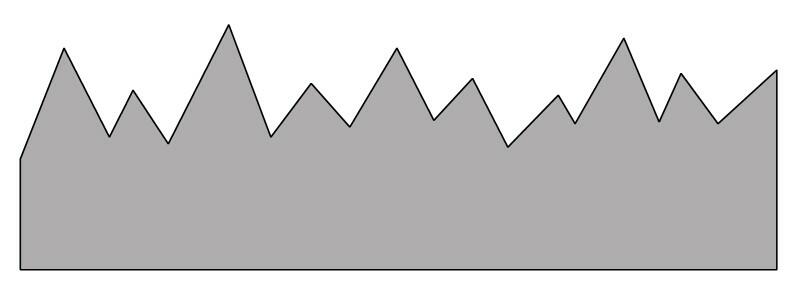
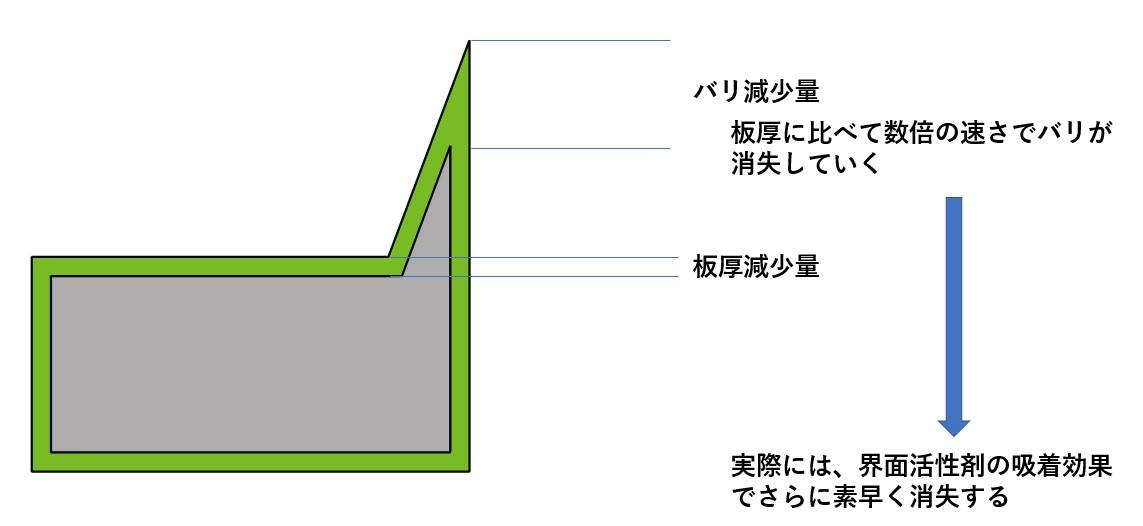
バリ取りについては、図のように、板厚の減少量以上に、バリ高さ部分の減少量が多いことや、先に説明した粘性皮膜の影響で、バリ先端が優先的に溶解することで、素早いバリ取りが可能です。
このように電解研磨と化学研磨は、方法はまったく違っていますが、基本的な仕組みは同じような形でステンレス表面を研磨することができます。
メリット、デメリットとしては、
〇電解研磨
メリット ーー 液寿命が長く大量生産ができる。比較的大物も処理できる。平滑化、バリ取りの効果が大きい。
デメリット ーー 電気の弱いところは光沢がでず、余計に粗くなる。大電流を流すため、接点が必要。
〇化学研磨
メリット ーー 小物の処理に適する。バレルやカゴでの処理が可能。
デメリット ーー 液寿命が短い。高温処理で有毒なガスが発生しやすい。
といったところが挙げられます。
サン工業では電解研磨は常時量産対応しております。化学研磨につきましても、ビーカーサイズの試作はお受けできますので、平滑化、バリ取りなどもご相談いただければと思います。