【第4回】脱脂・エッチング・化成の3段階で表面処理
- マグネシウムの化成処理ってナニ?
軽量で耐久性があり大きな可能性を秘めた金属=マグネシウム。でもそれは腐食に弱かった。それを克服するために、サン工業ではどんな表面処理をしているか?
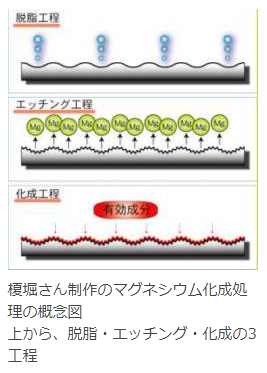
「一口で『化成処理』と言われますが、厳密にいうと、脱脂・エッチング・化成の3工程があるんです」。榎堀さんは図解を示して説明してくれた。
「まず脱脂工程ですが、これは、鋳型で成型されたマグネシウムの表面の油を、薬品を使用して溶かして取り去る工程です」
マグネシウムを使用した部品は通常、ダイカスト、つまり部品の型をとった鋳型に溶かしたマグネシウム(通常、AZ91Dと呼ばれる素材が多い)を射出する方法で作られる(マグネシウムダイカスト)。こうして作られたマグネシウムの部品を型から簡単に取り外すために、シリコン系の離型剤を使用する。この離型剤が表面についたままだと、その後の処理にむらが出るため、まず、この油分を取り除くのだという。
「次がエッチング工程ですね。油分を取り去ったあとの、マグネシウムの表面を化学的に均一にする工程です。この次の化成の工程がうまくいくためには、表面の状態が均一でないとダメなんです」
なるほど、化成処理とは化学反応を利用した表面処理だから、表面が均一の状態でないと上手にできない。そのために、いっぺん表面を溶かして均一にするというわけだ。
でも、ここで疑問。溶けた金属を型に押し込むダイカストの方法で成型された部品に、質的なムラがそんなに出るものなのだろうか?
「それが結構出るんですね」と榎堀さん。一般にダイカストで作られた部品は、部品の形によっては部分ごとに金属の結晶性にばらつきが出ることがある。それが化成処理をする際の反応速度の違いになってくるのだという。特にマグネシウムは、このばらつきが大きくなる材質なのだそうだ。
「そして3番目が化成工程です。これは言ってみれば、強制的にサビさせることで、それ以上サビさせなくするということですかね」
榎堀さんはこう言って、鉄とステンレスの例を挙げて説明してくれた。鉄は放って置けばすぐ赤いサビが出る。このサビはサビの目が粗いので、そのままだと中までサビて朽ちてしまう。一方、「サビない」といわれるステンレスは、じつは表面をキメがとても細かいサビが覆うために中まではサビず、同じ状態を保ち続けるのだという。
マグネシウムも同じこと。もともと自然にできる酸化膜は不均質でキメが粗いので、表面の油分を取り除き、もともとの酸化膜を溶かして表面を均質で均一な状態にし、そこに化学的に強制的にキメの細かいサビをつけることで、腐食が進まなくするのだそうだ。
「以上がマグネシウムの化成処理の工程です。これで量産できる会社は、そうはいってもまだまだ少ないと思いますよ」と榎堀さん。
「でもね、化成処理じゃなく、なかなかうまくできないといわれてきたマグネシウムのメッキの方でも、じつはこの頃新しい成果を見られそうなんですよ」と、ニヤリ。
では、そのマグネシウムのメッキについては次回に……
企画・取材/毛賀澤明宏